












Thông tin thêm? Liên hệ

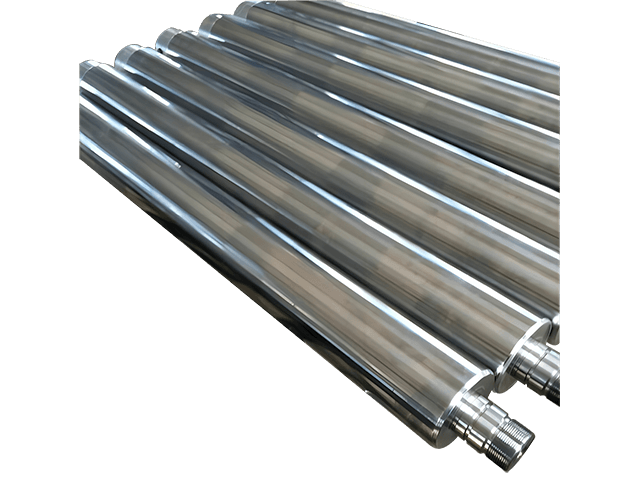
Thanh piston mạ crôm là một sản phẩm đặc biệt đã trải qua xử lý mạ crôm trên bề mặt thanh piston. Thông qua các quy trình điện hóa, một lớp crôm cứng, mịn và chống ăn mòn được hình thành trên bề mặt nền, cải thiện đáng kể hiệu suất toàn diện của nó.
Thanh piston mạ crôm là một sản phẩm đặc biệt đã trải qua xử lý mạ crôm trên bề mặt thanh piston. Thông qua các quy trình điện hóa, một lớp crôm cứng, mịn và chống ăn mòn được hình thành trên bề mặt nền, cải thiện đáng kể hiệu suất toàn diện của nó. Nó được sử dụng rộng rãi trong hệ thống thủy lực, xi lanh và các bộ phận di chuyển cơ khí khác nhau. Phân tích sau được thực hiện từ bốn chiều: đặc điểm cốt lõi, tiêu chuẩn quy trình, kịch bản ứng dụng và điểm lựa chọn:
1. Tính năng cốt lõi: Sự kết hợp hoàn hảo của khả năng chống mài mòn, chống ăn mòn và ma sát thấp
Độ cứng bề mặt và chống mài mòn
Độ cứng của lớp mạ crôm có thể đạt HV750-1100 (tương đương với HRC65-72), vượt xa so với thép thông thường (HRC20-30). Ví dụ, sau khi mạ crôm thanh piston của xi lanh thủy lực, vẫn không có mài mòn đáng kể sau khi chạy liên tục trong 5000 giờ trong môi trường bụi bụi, trong khi mài mòn của thanh không màu vượt quá 0,5mm.
Chống ăn mòn
Lớp crôm có sự ổn định tuyệt vời trong khí quyển ẩm ướt, dung dịch kiềm và axit hữu cơ, và có thể chịu được thử nghiệm phun muối trung lập trong hơn 500 giờ mà không ăn mòn. Trong môi trường biển, tỷ lệ ăn mòn của thanh piston mạ crôm giảm hơn 90% so với các bộ phận chưa được xử lý.
Hệ số ma sát thấp
Bề mặt của lớp mạ crôm mịn (Ra ≤ 0,2 μm), và khi kết hợp với mỡ bôi trơn đặc biệt (chẳng hạn như Klü berplex BEM 41-132), hệ số ma sát có thể thấp đến 0,05, làm giảm đáng kể mất năng lượng. Ví dụ, trong xi lanh hệ thống phân loại, thanh piston mạ crôm làm tăng tần số hoạt động 20% và giảm tiêu thụ năng lượng 15%.
2. Tiêu chuẩn quy trình: kiểm soát chính xác độ dày, độ cứng và vết nứt vi mô
Độ dày lớp phủ
Loại kinh tế: độ dày một mặt 1,5 chủ đề (0,015mm), phù hợp với điều kiện làm việc chung;
Loại nhiệm vụ nặng: Độ dày một bên của 3 dây (0,03mm), được sử dụng cho các kịch bản tải trọng cao như máy móc xây dựng và máy móc mỏ dầu.
Cơ sở tiêu chuẩn: GB / T 11379-89 "Lớp mạ điện crôm cho kỹ thuật lớp phủ kim loại" quy định rằng độ dày lớp phủ nên đồng nhất và lỗi phân tán nên ≤ 10%.
Yêu cầu độ cứng
Độ cứng của lớp phủ nên được kiểm soát giữa 750-890HV. Bên cạnh phạm vi này, lớp phủ có khả năng gãy; Dưới phạm vi này, khả năng chống mòn là không đủ. Ví dụ, các tiêu chuẩn của Caterpillar ở Hoa Kỳ rõ ràng yêu cầu các thanh piston mạ crôm có độ cứng ≥ 800HV.
Mật độ Microcrack
Một lớp mạ crôm chất lượng cao cần tạo thành một mạng lưới 2000 hoặc nhiều vết nứt vi mô trên mỗi cm để giải phóng căng thẳng bên trong và ngăn chặn sự thâm nhập của phương tiện ăn mòn. Mật độ nứt có thể được phát hiện bằng kính hiển vi điện tử quét (SEM) để đảm bảo rằng khả năng chống ăn mòn đáp ứng tiêu chuẩn.
3. Kịch bản ứng dụng: Bảo hiểm đầy đủ từ thiết bị công nghiệp đến sản xuất cao cấp
Thanh piston xi lanh dầu hệ thống thủy lực: Trong máy móc xây dựng như máy xúc và máy tải, thanh piston mạ crôm chịu được áp suất cao (thường là 20-35MPa) và tác động thường xuyên, và tuổi thọ của chúng được kéo dài 3-5 lần so với các bộ phận không mạ crôm.
Xi lanh dầu servo: Trong máy công cụ CNC, lỗi thẳng của thanh piston mạ crôm là ≤ 0,01mm / m, đảm bảo định vị chính xác cao.
Xi lanh tần số cao hệ thống khí nén: Trong robot phân loại, thanh piston mạ crôm hoạt động ở tần số trên 5Hz mà không có bất kỳ rủi ro rò rỉ nào, đáp ứng các yêu cầu phân loại tốc độ cao.
Xi lanh đột quỵ dài: giảm trọng lượng của riêng nó thông qua một thanh piston mạ crôm rỗng, đạt được độ chính xác định vị ± 0,1mm cho đột quỵ trên 10 mét.
Môi trường đặc biệt Nền tảng biển: Áp dụng một cấu trúc tổng hợp của nền thép không gỉ 316L và lớp mạ crôm, với tuổi thọ hơn 20 năm trong môi trường ăn mòn nước biển.
Điều kiện làm việc nhiệt độ cao: Lớp mạ crôm không thay đổi màu dưới 480 ℃, và bắt đầu oxy hóa trên 500 ℃, phù hợp với các hệ thống thủy lực nhiệt độ cao trong ngành luyện kim.
4. Các điểm lựa chọn chính: Nghệ thuật cân bằng vật liệu, thủ công và chi phí
Chọn vật liệu cơ bản thép carbon: thép 45 # kinh tế và thích hợp cho tải trọng chung;
Thép hợp kim: 42CrMo4 có sức mạnh năng suất 900MPa, thích hợp cho các kịch bản nhiệm vụ nặng;
Thép không gỉ: 316L chống ăn mòn ion clorua, được sử dụng trong môi trường ven biển hoặc hóa học.
Kết hợp quy trình tắt và tempering + mạ crôm: Đầu tiên, độ bền nền (HRC28-32) được cải thiện bằng cách tắt và tempering nhiệt độ cao, và sau đó các đặc tính bề mặt được tăng cường bằng mạ crôm, dẫn đến sự gia tăng gấp 5 lần tuổi thọ tổng thể.
Cuộn + mạ crôm: Cuộn tạo thành một lớp làm cứng làm việc lạnh (độ cứng HRC45-50), sau đó mạ crôm làm tăng khả năng chống mòn gấp 8 lần.
Tối ưu hóa chi phí với mạ crôm một phần: Chỉ có chiều dài 200mm của thanh piston tiếp xúc với con dấu được mạ crôm, giảm chi phí 40%;
Lớp phủ hợp chất: Lớp mạ niken đầu tiên (độ dày 0,005mm) và sau đó mạ crôm, độ bền liên kết được tăng 30%, và lớp niken có thể lấp đầy các khuyết tật vi mô của chất nền.
 +86 13771119215
+86 13771119215 



