











Thông tin thêm? Liên hệ

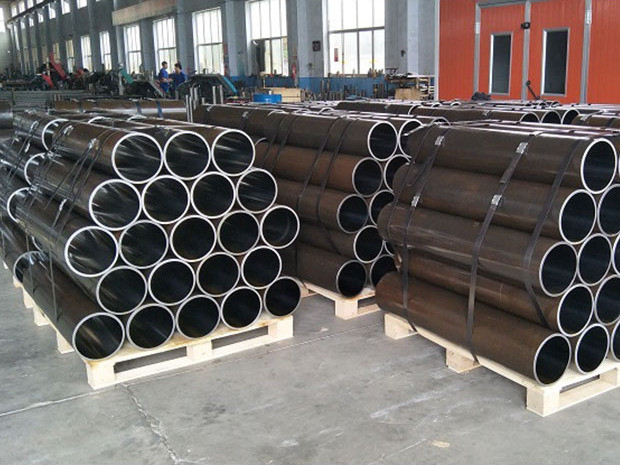
ống mài của xi lanh dầu được xử lý bằng cách lăn. Do căng thẳng nén dư lại trên lớp bề mặt, nó giúp đóng các vết nứt nhỏ trên bề mặt và cản trở sự mở rộng của sự xói mòn.
ống mài của xi lanh dầu được xử lý bằng cách lăn. Do căng thẳng nén dư lại trên lớp bề mặt, nó giúp đóng các vết nứt nhỏ trên bề mặt và cản trở sự mở rộng của sự xói mòn. Do đó cải thiện khả năng chống ăn mòn bề mặt và trì hoãn việc tạo ra hoặc mở rộng các vết nứt mệt mỏi, do đó tăng cường sức mạnh mệt mỏi của ống xi lanh dầu mài. Bằng cách cán hình thành, một lớp làm cứng làm việc lạnh được hình thành trên bề mặt cán, giảm biến dạng đàn hồi và nhựa của bề mặt tiếp xúc của cặp mài, do đó cải thiện khả năng chống mài mòn của tường bên trong của ống xi lanh mài và tránh bỏng do mài. Sau khi cán, giảm giá trị độ thô bề mặt có thể cải thiện các đặc tính phù hợp.
Xử lý cán là một loại gia công miễn phí chip sử dụng biến dạng nhựa của kim loại ở nhiệt độ phòng để phẳng độ thô vi mô của bề mặt phôi, do đó đạt được mục tiêu thay đổi cấu trúc bề mặt, đặc tính cơ học, hình dạng và kích thước. Do đó, phương pháp này có thể đạt được cả kết thúc và củng cố cùng một lúc, mà không thể đạt được bằng cách mài.
Bất kể phương pháp xử lý nào được sử dụng, luôn luôn có dấu dao không đồng đều trên bề mặt của bộ phận, và sẽ có các đỉnh và thung lũng đập đập,
Nguyên tắc chế biến cán: Đó là một quá trình hoàn thành áp suất sử dụng đặc điểm độ dựa lạnh của kim loại ở nhiệt độ phòng. Các công cụ cán được sử dụng để áp dụng một lượng áp lực nhất định vào bề mặt của mảnh gia công, gây dòng chảy nhựa của kim loại trên bề mặt của mảnh gia công và làm đầy nó vào các thung lũng thấp còn lại ban đầu, do đó làm giảm giá trị thô của bề mặt mảnh gia công. Do biến dạng nhựa của kim loại bề mặt được cán, cấu trúc bề mặt trải qua cứng lạnh và tinh chế hạt, hình thành một cấu trúc sợi dày đặc và lớp căng thẳng còn lại. Điều này làm tăng độ cứng và độ bền, do đó cải thiện khả năng chống mài mòn, chống ăn mòn và phù hợp với bề mặt phận làm việc. Cuộn là một phương pháp gia công nhựa không cắt.
1. Cải thiện độ thô bề mặt, về cơ bản có thể đạt Ra ≤ 0,08 & micro; Về M.
2. Độ tròn chính xác, hình elip có thể là ≤ 0,01mm.
3. Cải thiện độ cứng bề mặt, loại bỏ biến dạng căng thẳng và tăng độ cứng bằng HV ≥ 4 °
4. Sau khi xử lý, có một lớp căng thẳng còn lại, làm tăng sức mạnh mệt mỏi 30%.
5. Cải thiện chất lượng hợp tác, giảm mài mòn và kéo dài tuổi thọ của các bộ phận, nhưng chi phí xử lý các bộ phận thực sự giảm.
 +86 13771119215
+86 13771119215 



