









Thông tin thêm? Liên hệ

Tính năng cốt lõi: Tối ưu hóa hợp tác về độ cứng, khả năng chống mài mòn và khả năng chống ăn mòn.Độ cứng bề mặt và chống mài mòn.Độ cứng của lớp mạ crôm cứng có thể đạt đến 900-1200HV (xấp xỉ tương đương với HRC65-72), vượt xa thép thông thường (HRC20-30).
1. Tính năng cốt lõi: Tối ưu hóa hợp tác về độ cứng, khả năng chống mài mòn và khả năng chống ăn mòn
Độ cứng bề mặt và chống mài mòn
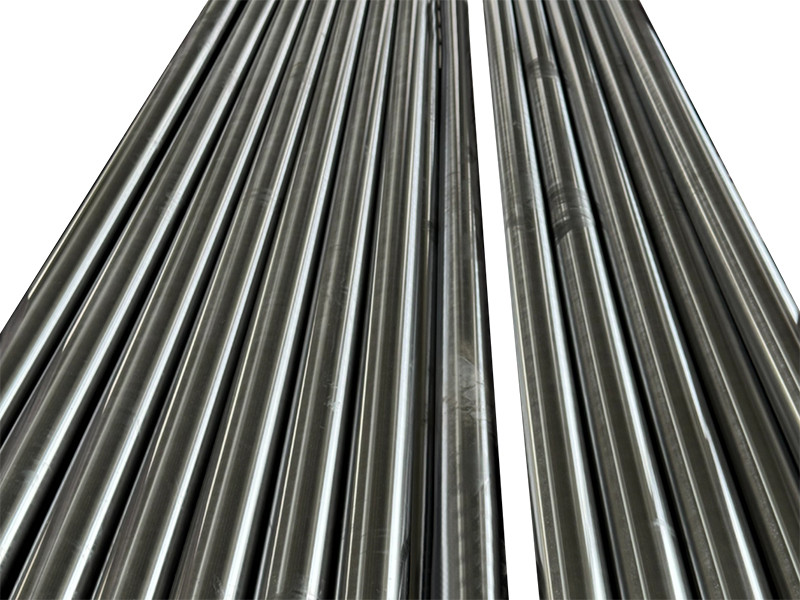
Độ cứng của lớp mạ crôm cứng có thể đạt đến 900-1200HV (xấp xỉ tương đương với HRC65-72), vượt xa thép thông thường (HRC20-30). Ví dụ, sau khi mạ crôm thanh pít-tông của xi lanh thủy lực trong máy móc xây dựng, vẫn không có sự mặc đáng kể sau khi hoạt động liên tục trong 5000 giờ trong môi trường bụi, trong khi sự mặc của thanh không màu vượt quá 0,5 mm. Khả năng chống mài mòn của nó là do độ cứng cao của lớp phủ và cấu trúc nứt mạng dày đặc (mật độ nứt 800-2000 / cm), có thể lưu trữ dầu bôi trơn để giảm ma sát và ngăn chặn sự xâm nhập của môi trường ăn mòn.
Chống ăn mòn
Lớp mạ crôm có độ ổn định tuyệt vời trong bầu không khí ẩm ướt, dung dịch kiềm và axit hữu cơ, và có thể chịu được thử nghiệm phun muối trung tính trong hơn 500 giờ mà không ăn mòn. Trong môi trường biển, tốc độ ăn mòn của các thanh piston mạ crôm được giảm hơn 90% so với các bộ phận chưa được xử lý. Các quy trình đặc biệt như mạ crôm không bị nứt có thể tăng thêm thời gian chống phun muối lên 750 giờ, đáp ứng nhu cầu của thiết bị cao cấp.
Hệ số ma sát thấp
Bề mặt của lớp mạ crôm mịn màng (Ra ≤0,2μm), và với việc sử dụng dầu mỡ bôi trơn đặc biệt, hệ số ma sát có thể thấp như 0,05. Ví dụ, trong xi lanh hệ thống phân loại, các thanh piston mạ crôm làm tăng tần số hoạt động 20% và giảm mức tiêu thụ năng lượng 15%.
2. Các điểm lựa chọn chính: Cân bằng giữa vật liệu, quy trình và chi phí
Chọn vật liệu cơ bản thép carbon: 45 # thép là kinh tế và thích hợp cho tải chung;
Thép hợp kim: 42CrMo4 có sức mạnh năng suất 900MPa, thích hợp cho các kịch bản nặng;
Thép không gỉ: 316L chống ăn mòn ion clorua, được sử dụng trong môi trường ven biển hoặc hóa học.
Sự kết hợp quá trình dập tắt và ủ mạ crôm: Đầu tiên, độ bền của bề mặt (HRC28-32) được cải thiện bằng cách dập tắt và ủ nhiệt độ cao, và sau đó các tính chất bề mặt được tăng cường bằng mạ crôm, dẫn đến tăng gấp 5 lần tuổi thọ tổng thể;
Căn + mạ crôm: Căn hình thành một lớp cứng làm việc lạnh ( độ cứng HRC45-50), sau đó mạ crôm làm tăng khả năng chống mài mòn lên 8 lần.
Tối ưu hóa chi phí với mạ crôm một phần: Chỉ có chiều dài 200mm của thanh piston tiếp xúc với con dấu được mạ crôm, giảm chi phí 40%;
Lớp phủ composite: Đầu tiên mạ niken (độ dày 0.005mm) và sau đó mạ crôm, độ bền liên kết được tăng 30% và lớp niken có thể lấp đầy các khiếm khuyết vi mô của bề mặt.
 +86 13771119215
+86 13771119215 



